
Wissen
HMG Powder Coatings weiß, wie ärgerlich es ist, Dokumente mühsam zu suchen und dann festzustellen, dass man sich dafür registrieren muss. Deshalb haben wir das Auffinden, Lesen und Herunterladen all unserer Sicherheits- und technischen Datenblätter so einfach wie möglich gestaltet. Auch unsere Zulassungsbescheinigungen und Akkreditierungen sind leicht zu finden.
Ressourcen
Technischer Leitfaden
Wenn Sie Hilfe benötigen, sollten Sie wissen, dass Sie nur wenige Klicks davon entfernt sind, dass wir Ihnen bei der Lösung Ihres Problems helfen.
HMG Powder Coatings möchte die erste Anlaufstelle für Beratung, Informationen und echte Problemlösungen im Bereich der Pulverbeschichtung sein.
-
-
-
-
Lebenserwartung
SichtWir geben Ihnen einige Hinweise darauf, wie lange Ihr Beschichtungssystem in verschiedenen Umgebungen haltbar ist.
Hilfezentrum
Nützliche Tipps zur Bewältigung häufiger Probleme
Mechanisch & Chemisch
-

Haftung
HaftungDie Haftung lässt sich mit einer scharfen Klinge prüfen, indem man senkrechte Querschnitte im Abstand von 1 mm und 2 mm anbringt. Sehr schlechte Haftung zeigt sich durch vollständiges Ablösen der Quadrate; feinere Abstufungen der Haftung können jedoch anhand der ISO 2409 bestimmt und auf einer Skala von 0 bis 5 (von bester bis schlechtester Haftung) bewertet werden.
-

Korrosion
KorrosionKorrosion tritt unter geeigneten Umgebungsbedingungen auf und betrifft üblicherweise das Metallsubstrat, Salze und Feuchtigkeit in Gegenwart von Sauerstoff. Korrosion führt zur Ablösung der Beschichtung, die sich meist zuerst durch Blasenbildung oder fadenförmige Korrosion bemerkbar macht.
-
Flexibilität, Härte und Schlagfestigkeit
MehrMechanische Prüfungen werden häufig im Rahmen der Qualitätskontrolle als Indikator für die Aushärtung durchgeführt und umfassen viele Prüfverfahren, von Fallgewichts-Schlagprüfungen über Bleistifthärteprüfungen bis hin zu Kratz- oder Abriebprüfungen.
-

Chemische
ChemischeJedes Pulverbeschichtungssystem – ob Polyester, Epoxid, Acryl usw. – weist eine gewisse inhärente Beständigkeit gegenüber chemischen Angriffen auf. Die Beständigkeit einer Beschichtung gegenüber Chemikalien lässt sich auf verschiedene Weisen prüfen, am häufigsten durch Langzeitexposition, entweder durch einen Test an einer kleinen Stelle oder durch teilweises Eintauchen in die flüssige Chemikalie.




Anwendung
-

Filmdicke
FilmdickeDie Trockenfilmdicke (DFT) wird in Mikrometern oder in Mils gemessen.
1 mil entspricht ungefähr 25 Mikrometern. Beschichtungen werden unter Berücksichtigung einer Trockenfilmdicke (DFT) entwickelt; Abweichungen vom empfohlenen Bereich können unerwünschte Folgen haben.
-

Produktabdeckung
AbdeckungDie Deckkraft kann auf verschiedene Weise gemessen werden: Gewicht pro Fläche oder Fläche pro Gewicht. Vereinfacht ausgedrückt: Bei gleichen zu besprühenden Teilen kann sie in Teilen pro Packung angegeben werden.
-

Fluidisierung
FluidisierungPulver sollte sich im Behälter wie Wasser verhalten; korrekt fluidisiertes Pulver sollte wie siedendes Wasser aussehen. Es gibt verschiedene Prüfverfahren zur Bestimmung der Fließfähigkeit von Pulverbeschichtungen, insbesondere den Sames-Test (AFNOR), der einen R-Wert für die Pulverbeschichtung liefert.
-

Sprüheigenschaften
SprüheigenschaftenJe nach Düsenwahl variiert das Sprühbild der Pulverbeschichtung. Alle Pulverbeschichtungs-Sprühwolken sollten jedoch einen gleichmäßigen, weichen Pulverstrahl ohne Spritzer oder Spritzer bilden.
-

Lieferprobleme
LieferproblemeDie Fluidisierung ist gut, aber das Pulver wird der Spritzpistole nicht gleichmäßig und kontinuierlich zugeführt. Diese Probleme können durch Verstopfungen im Zuführungssystem, einschließlich Schläuchen, Venturidüse und Spritzpistolenkomponenten, verursacht werden.





Beschichtungsfehler
-
-
Krater
KraterBereiche in der Beschichtungsoberfläche, in denen die Schichtdicke abrupt reduziert wurde, möglicherweise bis zur Substratoberfläche.
-



Glanzerscheinung
-
Unschärfe
UnschärfeFarbe ist ein visuelles Attribut und lässt sich oft qualitativ mit dem Auge bei ausreichendem Licht beurteilen, indem man sie mit dem erwarteten Ergebnis (dem Farbstandard) vergleicht. Ist eine quantitative Messung erforderlich, kommt die Farbspektrophotometrie zum Einsatz. Die Lichtquelle beeinflusst die Farbwahrnehmung.
-
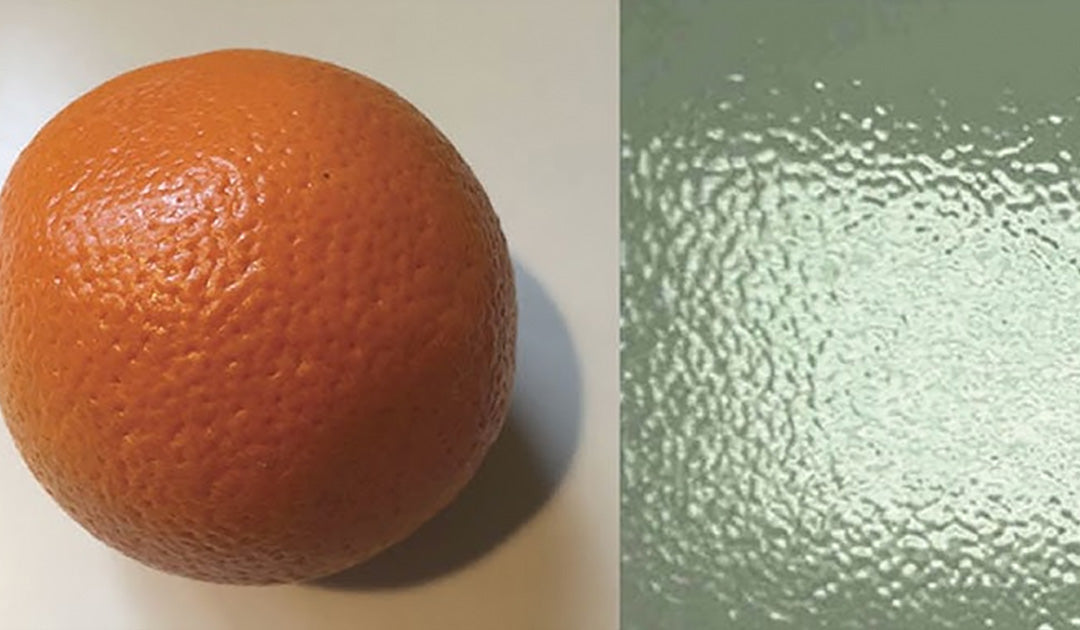
Orangenschale
OrangenschaleEine Beschreibung der Glätte der Beschichtung. Wo die Beschichtung nicht vollkommen eben ist, entsteht eine Welligkeit, die einer Orangenschale ähnelt.
-

Glanz
GlanzDer Anteil des ungestreuten Lichts, der von der Oberfläche einer Beschichtung reflektiert wird, entspricht ihrem Glanzgrad. Häufig wird ein Einfallswinkel von 60 Grad verwendet, obwohl auch Messungen mit 20 und 80 Grad nur begrenzt Anwendung finden. Der Glanzgrad wird oft in Prozent angegeben, genauer ist jedoch die Angabe in Glanzeinheiten (GU).
-

Uneinheitliche Farbe
Uneinheitliche FarbeFür ein gleichmäßiges Ergebnis sollte die Schichtdicke einer Beschichtung idealerweise überall auf dem Bauteil gleich sein. Bei Ansammlungen an den Kanten eines Bauteils spricht man von „Rahmenbildung“, bei flachen Blechen von „Streifenbildung“.



